Products »
Plastic Mold Steels
HG 2311 (DIN 1.2311)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo |
| 0.35-0.45 | 1.30-1.60 | 0.20-0.40 | ≤0.03 | ≤0.03 | 1.80-2.10 | 0.15-0.25 |
| +/-0.03 | +/-0.08 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.07 | +/-0.04 |
2) Application
This tool steel grade is ideally suited for the production of plastic moulds. Typical applications include die holders, zinc die casting dies, backers, bolsters and injection moulds. The versatility of 1.2311 tool steel with its high tensile characteristics enables uses for a variety of other applications such as shafts, rails and wear strips.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat the steel slowly, allowing sufficient time for it to become heated through. Begin forging at 1050°C. Do not forge below 930°C reheating if necessary. After forging, cool very slowly.
5) Heat treatment
Annealing
Heat uniformly to 760-780°C. Soak well, cool slowly in the furnace. It can reach maximum hardness of HB230.
Stress Relieving
When dies are heavily machined, we recommend stress relieving just before finish machining in order to relieve machining strains. Heat to 460-500°C. Soak well and allow cooling in the air.
Hardening
Heat uniformly to 850°C until heated through. Quench in oil, it can reach hardness of 51HRC.
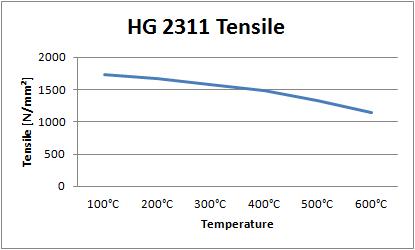
Tempering
Heat uniformly and soak at the tempering temperature 580°C for at least one hour per 25mm of section. Hardness after hardening and tempering is as following table:
| Temperature | 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| HRC | 51 | 50 | 48 | 46 | 42 | 36 |
| Tensile [N/mm²] | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 |

HG P20 (AISI P20)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo |
| 0.28-0.40 | 0.60-1.00 | 0.20-0.80 | ≤0.03 | ≤0.03 | 1.40-2.00 | 0.30-0.55 |
| +/-0.05 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.15 | +/-0.15 |
2) Application
P20 tool steel is ideally suited for the production of plastic moulds. Typical applications include die holders, zinc die casting dies, backers, bolsters and injection moulds. The versatility of P20 tool steel with its high tensile characteristics enables uses for a variety of other applications such as shafts, rails and wear strips.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly, allowing sufficient time for the steel to become heated through. Begin forging at 1050°C. Do not forge below 930°C reheating if necessary. After forging, cool very slowly.
5) Heat treatment
Annealing
Heat uniformly to 770-790°C. Soak well, cool slowly in the furnace.
Stress Relieving
When dies are heavily machined, we recommend stabilising just before finish machining in order to relieve machining strains. Heat to 460-500°C. Soak well and allow to cool in the air.
Hardening
Heat the steel uniformly to 820-840°C until heated through. Quench in oil. It can reach HRC28-34.
Tempering
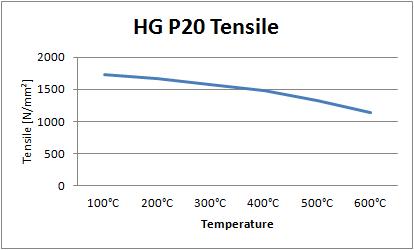
Heat uniformly and soak at the tempering temperature for at least one hour per 25mm of section. Allow to cool in still air. Hardness after hardening and tempering is as following table:
| Temperature | 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| HRC | 51 | 50 | 48 | 46 | 42 | 36 |
| Tensile [N/mm²] | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 |

HG 2312 (DIN 1.2312, AISI P20+S)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr | Mo |
| 0.35-0.45 | 1.40-1.60 | 0.30-0.50 | ≤0.03 | 0.05-0.10 | 1.80-2.10 | 0.15-0.25 |
| +/-0.03 | +/-0.08 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.07 | +/-0.03 |
2) Application
1.2312 tool steel is ideally suited for the production of moulds where improved machinability is required. Typical applications include die holders, zinc die casting dies, backers, bolsters and injection moulds. The versatility of this plastic mould tool steel with its high tensile characteristics enables uses for a variety of other applications such as shafts and wear strips.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Heat slowly, allowing sufficient time for the steel to become heated through. Begin forging at 1050°C. Do not forge below 930°C reheating if necessary. After forging, cool very slowly.
5) Heat treatment
Annealing
Heat uniformly to 710-740°C. Soak well, cool slowly in the furnace. Its hardness can reach HB230 max.
Stress Relieving
When dies are heavily machined, we recommend stabilising just before finish machining in order to relieve machining strains. Heat to 460-500°C. Soak well and allow cooling in the air.
Hardening
Heat uniformly to 830-870°C until heated through. Quench in oil.
Tempering
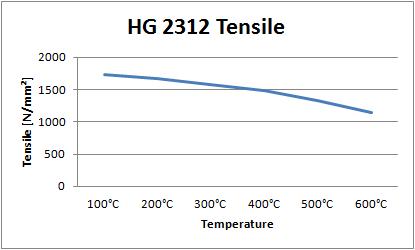
Heat uniformly and soak at the tempering temperature for at least one hour per 25mm of section. Allow to cool in still air. Hardness after hardening and tempering is as following table:
| Temperature | 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| HRC | 51 | 50 | 48 | 46 | 42 | 36 |
| Tensile [N/mm²] | 1730 | 1670 | 1570 | 1480 | 1330 | 1140 |

HG 2083 (DIN 1.2083, AISI 420)
1) Chemical Composition and its permissible allowance as per DIN EN ISO4957: %
| C | Mn | Si | P | S | Cr |
| 0.36-0.42 | ≤1.00 | ≤1.00 | ≤0.03 | ≤0.03 | 12.50-14.50 |
| +/-0.03 | +/-0.04 | +/-0.03 | +/-0.005 | +/-0.005 | +/-0.15 |
2) Application
1.2083 stainless tool steel is ideally suited for corrosion resistant plastic moulds, PVC, and can be used with plastics containing abrasive fillers. It also is suitable to produce components for transparent part of toys, medical and optical applications.
3) Size range
| Hot rolled, mm | Forged, mm | Tolerance | |
| Round | Dia6-Dia90 XRL | Dia80-Dia503X RL | EN10060 for hot rolled; DIN7527/6 for forged black; En10278 H9 or H11 for peeled round; +3mm/-0 for forged turned |
| Flat & block | 6-90X60-805XRL | 90-450X90-610XRL | EN10058 for hot rolled; +5mm/-0 in thickness and +15/-0 in width for forged black; +3mm/-0 in thickness and +10/-0 in width for forged black for Forged milled |
4) Forging
Forge by heating slowly and uniformly to 1000°C.
5) Heat treatment
Soft Annealing
Heat slowly to 770°C. Cool slowly in furnace at a slow rate to 600°C and then cool in air. It can reach maximum hardness 230HB.
Stress Relieving
To stress relieve, heat the tools slowly to 650°C, soak for a minimum of two hours per 25mm of section and allow to cool down in the furnace to 500°C then continue to cool freely in air. The tools can then be finish machined, leaving on an allowance for final grinding after hardening and tempering.
Hardening
Pre heat the 600-700°C until heated through. Continue heating to the final hardening temperature of 1020-1050°C and allow the component to be heated through. Protect the component against decarburization by using a hot salt bath, controlled atmosphere furnace or vacuum. Air cooling or quench in oil. Hardness after quenching can reach 56HRC.
Tempering
Heat the 1.2083 uniformly and thoroughly to the selected tempering temperature and hold at heat for one hour per 25mm of total thickness. Double tempering is recommended. To achieve the best permutation of hardness, toughness and corrosion resistance it is recommended to temper at 250°C.Hardness after hardening and tempering is as following table:
| Temperature | 100°C | 200°C | 300°C | 400°C | 500°C | 600°C |
| HRC | 56 | 54 | 52 | 51 | 52 | 35 |

| C | Mn | Si | P | S | Cr | Mo | Ni |
| 0.35-0.45 | 1.30-1.60 | 0.20-0.40 | ≤0.035 | ≤0.035 | 1.80-2.10 | 0.15-0.25 | 0.90-1.20 |